- 苏州莱卡激光科技有限公司
- 18151091905

产品描述
随着密胺树脂餐具的兴起激光焊接技术在生活中有哪些应用激光焊接机让汽车及零部件焊接实现无缝对接激光焊接机焊接原理及应用图0316激光焊接机在汽车锂电池行业的焊接工艺技术光纤激光打标机在设备行业的应用0403**激光打标机市场将迎来爆发性的增长0404汽车工业之激光焊接技术0417紫外激光打标机助力口罩与额温防伪溯源光纤激光打标机与半导体激光打标机优劣对比激光焊接机焊接时出现火苗减弱的原因和处理方法1102激光紫外激光打标机在热水器塑胶外壳上的应用新闻激光国际智能装备产业博览会暨国际电子装备产业博览会(简称)智博会以“智能改变未来,销售YAG激光焊接机械结构,产业促进发展”为主题,定位于创新型、性和国际化,销售YAG激光焊接机械结构,销售YAG激光焊接机械结构,集中展示智能装备产业的发展成就,以打造**智能装备领域展会平台为目标。北京YAG激光焊接修理。销售YAG激光焊接机械结构
由于激光技术具有焊接热输入低,焊接受热区域影响小和不易变形等特点,因而在铝合金焊接领域受到格外的重视。但另一方面,由于其自身所存在的缺陷,导致铝合金激光焊接加工存在着三大焊接难点。那么该如何巧妙解决呢?焊接难点一、对材料的激光吸收率低1)采取适当的表面预处理工艺。比如说砂纸打磨、表面化学浸蚀、表面镀等预处理措施。增加材料对激光的吸收率。2)减小光斑尺寸,增加激光功率密度。3)改变焊接结构,使激光束在间隙中形成多次反射。便于铝合金焊接焊接难点二、易产生气孔和热裂纹1)经过多次焊接试验和研究发现,在焊接过程中调整激光功率波形,可以减少气孔不稳定塌陷,改变激光束照射的角度以及在焊接中施加磁场作用,都可以减少焊接时产生的气孔。2)在使用YAG激光器时,可以通过调整脉冲波形,控制热输入,以减少结晶裂纹。焊接难点三、焊接过程中,焊接接头力学性能下降由于铝合金焊接产生的气孔不稳定,导致焊接接头的力学性能。铝合金主要包括Zn、Mg、Lv三种元素。在焊接时,铝的沸点均**其他两种元素的沸点。所以在铝合金元素焊接时可以加入一些低沸点合金元素,有利于小孔的形成,焊接的牢固性。 福建YAG激光焊接维保上海YAG激光焊接修理。
激光焊接与其它焊接技术相比,激光焊接的主要优点是:1、速度快、深度大、变形小。2、能在室温或特殊条件下进行焊接,焊接设备装置简单。例如,激光通过电磁场,光束不会偏移;激光在真空、空气及某种气体环境中均能施焊,并能通过玻璃或对光束透明的材料进行焊接。3、可焊接难熔材料如钛、石英等,并能对异性材料施焊,效果良好。4、激光聚焦后,功率密度高,在高功率器件焊接时,深宽比可达5:1,比较高可达10:1。5、可进行微型焊接。激光束经聚焦后可获得很小的光斑,且能精确定位,可应用于大批量自动化生产的微、小型工件的组焊中。(**小光斑可以到)6、可焊接难以接近的部位,施行非接触远距离焊接,具有很大的灵活性。尤其是近几年来,在YAG激光加工技术中采用了光纤传输技术,及光纤连续激光器的普及使激光焊接技术获得了更为***的推广和应用,更便于自动化集成。
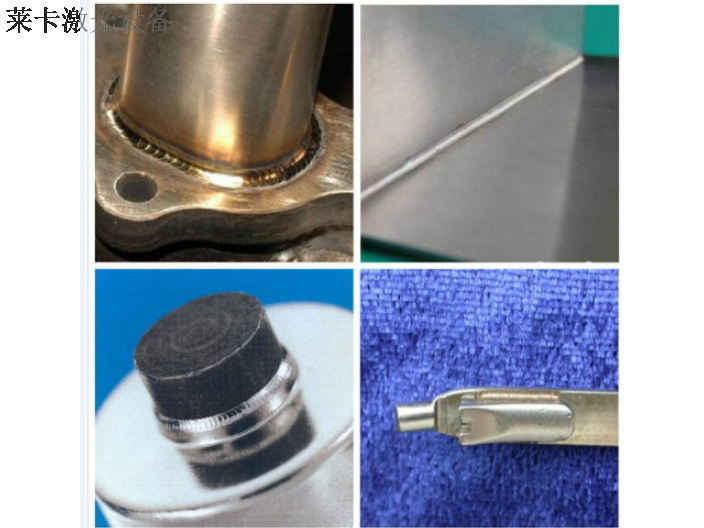
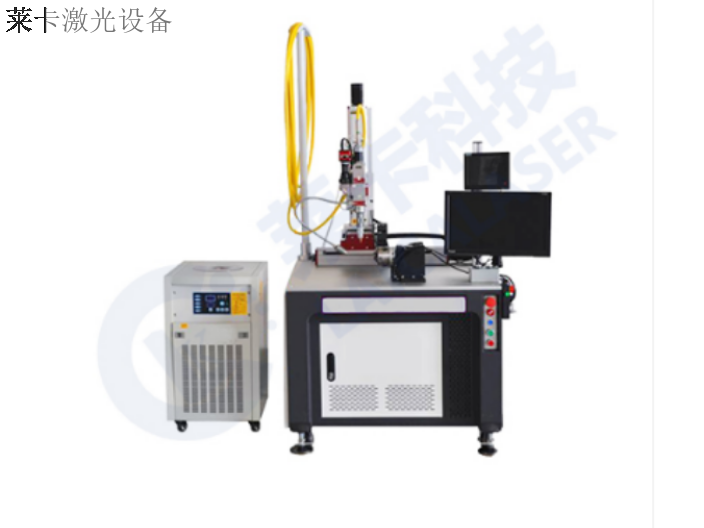
高温热源和对非金属组份的充分吸收产生纯化作用,降低了杂质含量,改变了夹杂尺寸和其在熔池中的分布,焊接过程中*电极或填充焊丝,熔化区受污染小,使焊缝强度、韧性相当于甚至**过母体金属。5:精确控制。因为聚焦光斑很小,焊缝可以高精度定位,光束容易传输与控制,不需要经常更换焊炬、喷咀,***减少停机辅助时间,生产效率高。光无惯性,还可以在高速下急停和重新启始。用自控光束移动技术则可焊复杂构件。6:非接触、大气环境焊接。因为能量来自激光,工件无物理接触,因此没有力施加于工件。磁和空气对激光都无影响。7:由于平均热输入低,加工精度高,可减少再加工费用。同时,激光焊接运转费用较低,可降低工件成本。折叠编辑本段及应用激光焊接可应用于多种金属及合金、钢等合金材料间的焊接,也可应用于铜-黄铜、铜-钛、镍-铜、铜-钛等多种异种金属的焊接。汽车零部件行业:发动机气缸垫;液压挺杆密封焊;滤清器密封焊;火花塞焊接;气门推杆焊接;防撞气囊电**密封焊;曲轴或缸套热处理;等等电子行业:手机电池、动力电池的壳体密封焊;固态继电器密封焊;连接器数据线焊接;等等五金行业:工具、配件、餐具、照明灯具;等等折叠编辑本段参考数据型号:XH-W200。浙江直销YAG激光焊接报价。
一般柔性制造系统的主要组成部分为: (1) 加工系统 FMS采用的设备由待加工工件的类别决定主要有加工中心、车削中心或计算机数控(CNC)车、铣、磨及齿轮加工机床等,用以自动地完成多种工序的加工。 (2) 物料系统 用以实现工件及工装夹具的自动供给和装卸,以及完成工序间的自动传送、调运和存贮工作,包括各种传送带、自动导引小车、工业机器人及特有起吊运送机等。 (3) 计算机控制系统 用以处理FMS的各种信息,输出控制CNC机床和物料系统等自动操作所需的信息。通常采用三级(设备级、工作站级、单元级)分布式计算机控制系统,其中单元级控制系统(单元控制器)是FMS的主要。 (4) 系统软件 用以确保FMS有效地适应中小批量多品种生产的管理、控制及优化工作,包括设计规划软件、生产过程分析软件、生产过程调度软件、系统管理和监控软件。YAG激光焊接按需定制。天津YAG激光焊接认真负责
河北YAG激光焊接现货。销售YAG激光焊接机械结构
电子行业产品激光焊接一般焊接不锈钢,铜片,铝片,以叠焊,缝焊为主。在电子产品越来越小的趋势下,激光焊接机按激光器不同,主要用YAG、光纤、纳秒三类,使用的红外光。二.激光焊接原理激光焊接=采用连续或脉冲激光束加以实现激光焊接,按原理可分为热传导型焊接和激光深熔焊接,电子行业由于产品较小,所用能量较低,一般使用热传导型焊接。热传导型焊接原理为:激光辐射加热待加工表面,表面热量通过热传导向内扩散,通过控制激光脉冲的宽度、能量、峰功率和重复频率等激光参数,使工件熔化,形成特定的熔池。关于叠焊激光焊接的产品厚度:一般上产品厚度小于下产品,厚产品在下。三.YAG激光焊接机YAG激光焊接机的**厂商主要是日本米亚基,高电压驱动氙灯发光,安装在一起的YGA晶体受激光发光,经全反和半反膜片反身谐振,再通过分光、光闸输入至光纤,***将激光聚焦到一点。YAG焊接机主要有如下部分组成:激光器(氙灯)、传输光路(主要透镜和光纤),出光头,光控制系统,冷却系统。 销售YAG激光焊接机械结构