- 苏州莱卡激光科技有限公司
- 18151091905

产品描述
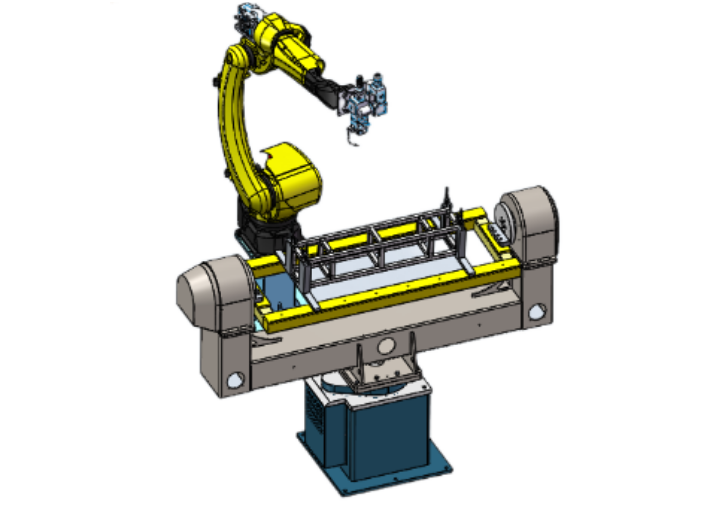
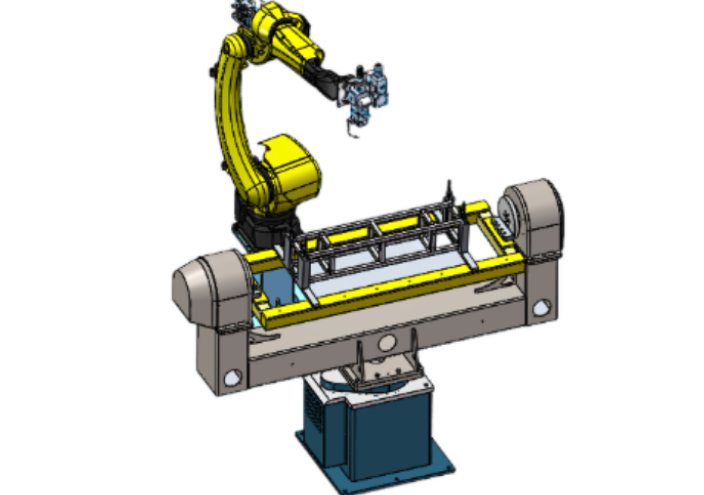
箱体焊接机器人工作站是专门针对箱柜行业中,生产量大,焊接质量及尺寸要求高的箱体焊接开发的机器人工作站**装备。箱体焊接机器人工作站由弧焊机器人、焊接电源、焊枪送丝机构、回转双工位变位机、工装夹具和控制系统组成。该工作站适用于各式箱体类工件的焊接,山西自制机器人焊接,在同一工作站内通过使用不停的夹具可实现多品种的箱体自动焊接,焊接的相对位置高。由于采用双工位变位机,焊接的同时,山西自制机器人焊接,其他工位可拆装工件,较大的提高了焊接效率。由于采用了MIG脉冲过渡或CMT冷金属过渡焊接工艺方式进行焊接,使焊接过程中热输入量**减少,保证产品焊接后不变形,通过调整焊接规范和机器人焊接姿态,保证产品焊缝质量好,焊缝美观,特别对于密封性要求高的不锈钢气室,焊接后保证气室气体不泄露。通过设置控制系统中的品种选择参数并更换工作夹具,可实现多个品种箱体的自动焊接,山西自制机器人焊接。用不同工作范围的弧焊机器人和相应尺寸的变位机,工作站可以满足焊缝长度在2000mm左右的各类箱体的焊接要求。焊接速度3-10mm/s,根据箱体基本材料,焊接工艺采用不同类型的气体保护焊。该工作站还***用于电力、电气、机械、汽车等行业。 机器人焊机的技术怎么样?山西自制机器人焊接
生产线焊接机器人生产线比较简单的是把多台工作站(单元)用工件输送线连接起来组成一条生产线。这种生产线仍然保持单站的特点,即每个站只能用选定的工件夹具及焊接机器人的程序来焊接预定的工件,在更改夹具及程序之前的一段时间内,这条线是不能焊其他工件的。另一种是焊接柔性生产线(FMS-W)。柔性线也是由多个站组成,不同的是被焊工件都装卡在统一形式的托盘上,而托盘可以与线上任何一个站的变位机相配合并被自动卡紧。焊接机器人系统首先对托盘的编号或工件进行识别,自动调出焊接这种工件的程序进行焊接。这样每一个站*作任何调整就可以焊接不同的工件。焊接柔性线一般有一个轨道子母车,子母车可以自动将点固好的工件从存放工位取出,再送到有空位的焊接机器人工作站的变位机上。也可以从工作站上把焊好的工件取下,送到成品件流出位置。整个柔性焊接生产线由一台调度计算机控制。因此,只要白天装配好足够多的工件,并放到存放工位上,夜间就可以实现无人或少人生产了。工厂选用哪种自动化焊接生产形式,必须根据工厂的实际情况及素要而定。焊接专机适合批量大,改型慢的产品,而且工件的焊缝数量较少、较长,形状规矩(直线、圆形)的情况。 河南什么机器人焊接全自动机器人焊接设备价格?
图1Motoman-Up6弧焊机器人1机器人三维建模及结构描述机器人三维建模在对机器人实体三维建模时,可以简化机器人模型中对运动仿真不影响的细节部分,只要保证机器人模型的外部轮廓以及关节位置和机器人实体一致,其运动学仿真结果与实际运动学结果就是等价的。通过以上思想,这里对机器人模型进行合理的简化,减少模型的零件数,利用三维建模软件Solidworks建立整个机器人各构件的实体模型,包括基座、转台、大臂、拐杆、小臂、末端和焊枪。然后,通过各构件之间转动关节的约束定义,得到UP6型弧焊机器人装配体模型如图2所示,弧焊机器人结构尺寸如图3所示。图2UP6弧焊机器人装配体模型图3UP6弧焊机器人结构尺寸机器人结构描述在机器人运动学中,机械臂可以看成是由一系列连杆通过关节连接而成的一个运动链,需要通过定义某些参数来具体描述这个运动链。采用修正后的Denait-Hartenberg(D-H)理论[2],本文将轴S、轴L、轴U、轴R、轴B和T轴(如图1中所示)分别标记为轴1-轴6,并且将基座、转台、大臂、拐杆、小臂、腕部和焊枪(如图2中所示)分别标记为连杆0-连杆6。用连杆长度ai?1(关节轴i-1和关节轴i之间公垂线的长度,由关节轴i-1指向关节轴i)和连杆转角。
不锈钢气室机器人柔性激光焊接加工设备是针对不锈钢焊接变形量比较大,密封性要求高的箱体类工件焊接开发的的柔性机器人激光焊接加工设备。该加工设备是由机器人、激光发生器机组、水冷却机组、激光扫描**系统、柔性变位机、工装夹具、安全护栏、吸尘装置和控制系统等组成,通过设置控制系统中的品种选择参数并更换工装夹具,可实现多个品种的不锈钢气室类工件的自动焊接。轴类焊接机器人工作站是专门针对低压电器行业中**式断路器中的转轴焊接开发的**设备,推出了一套**的转轴焊接机器人工作站。轴类焊接机器人工作站由弧焊机器人、焊接电源、焊枪送丝机构、回转双工位变位机、工装夹具和控制系统组成。该工作站用于以转轴为基体(上置若干悬臂)的各类工件的焊接,在同一工作站内通过使用不同的夹具可实现多品种的转轴自动焊接。 机器人焊接设备哪家好?
需将车架作适当旋转。例如,设计摩托车车架车头组焊夹具时,有两种旋转方式:①将车架立管旋转到与水平面垂直位置。②将车头部件整体旋转到与水平面平行位置。为了保证装配精度,应将焊接几何形状比较规则的边和面与定位器的面接触,并得到完全的覆盖。在夹具体上布置定位器时,应注意不防碍焊接和装卸作业的进行,同时要考虑焊接变形的影响。如果定位器对焊接变形有限制作用,则多做成拆卸或退让式的。操作式定位器应设置在便于操作的位置上。⑵、定位器对定位器的技术要求有耐磨度、刚度、制造精度和安装精度。在安装基面上的定位器主要承受焊接的重力,其与焊接的接触部位易磨损,要有足够的硬度。在导向基面上的定位器,常承受焊接件应焊接而产生的变形力,要有足够的强度和硬度。⑶、夹具体各种焊接变位机械上的工作台以及装焊车间里的各种固定式平台,就是通过的夹具体,在其台面上开有安装槽、孔,用来安放和固定各种定位器和夹紧机构。在批量生产中使用的**夹具,其夹具具体是根据焊接形状、尺寸、定位及夹紧要求、装配施焊工艺等专门设计的。对夹具体的要求是:①有足够的强度和刚度;②便于装配和焊接作业的实施;③能将装焊好的焊件方便的卸下。机器人激光焊接设备什么价格?浙江机器人焊接多少钱
哪里有卖焊接机器人。山西自制机器人焊接
本发明涉及焊接系统技术领域,具体是一种柔性机器人焊接系统及其焊接方法。背景技术:大型工件的公差都很大,焊缝位置偏差大,给普通机器人焊接带来不确定性,因为普通机器人无法检验判断焊接实际位置与基准位置是否存在偏差,如果出现了偏差,而普通机器人则又直接焊接上去,将会造成严重的生产损失。技术实现要素:本发明的目的在于克服以上存在的技术问题,提供一种柔性机器人焊接系统。为实现上述目的,本发明采用如下的技术方案:一种柔性机器人焊接系统,包括焊接系统本体,所述焊接系统本体设有双机器人,所述双机器人在同一工位同时焊接,所述机器人设**械臂,所述机械臂包括机械臂本体,所述机械臂本体包括焊枪固定支架,所述焊枪固定支架上连接**器人焊枪,其特征在于:所述机器人焊枪上设置有激光寻位系统。进一步地,所述激光寻位系统的型号是zk-s-rbt-d。进一步地,所述机器人焊枪上设置有防碰撞传感器。进一步地,所述防碰撞传感器的型号为zk-s-rbt-d。进一步地,所述机器人为六轴焊接机器人。本发明还提供了一种柔性机器人焊接系统的焊接方法,包括以下步骤:焊接系统工作后,两个机械人开启激光寻位系统。山西自制机器人焊接
苏州莱卡激光科技有限公司是一家激光设备和自动化设备的组装;研发、销售:激光应用设备;激光技术服务、激光技术咨询、激光设备零配件维修保养、设备维修保养;承接激光设备委托代加工;自营和代理各类商品及技术的进出口业务。公司本着诚信,专业,共赢的经营理念,以市场为导向,以技术研发为基础,以系统的售后服务为根本。用诚信的态度,专业的技术,与各方客户共赢共创,共同发展!的公司,致力于发展为创新务实、诚实可信的企业。公司自创立以来,投身于激光焊接机,激光微加工,激光熔覆,激光自动化配套解决方案,是机械及行业设备的主力军。苏州莱卡激光继续坚定不移地走高质量发展道路,既要实现基本面稳定增长,又要聚焦关键领域,实现转型再突破。苏州莱卡激光创始人刘玉敏,始终关注客户,创新科技,竭诚为客户提供良好的服务。
友情链接