- 苏州莱卡激光科技有限公司
- 18151091905


产品描述
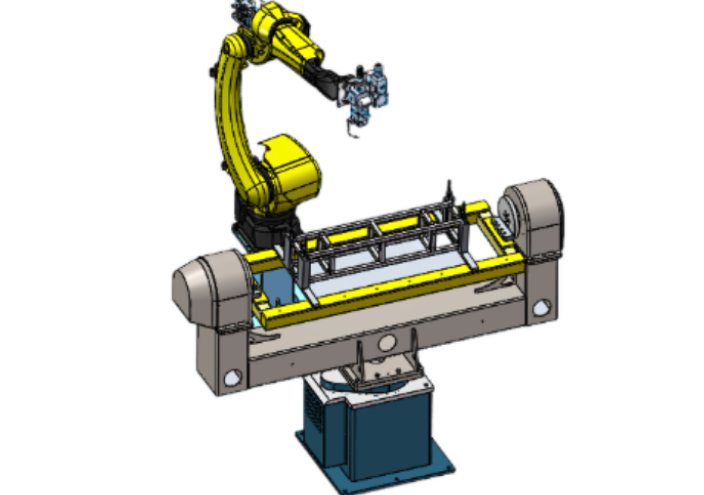
当焊件的焊接方法及工艺确定后,所选夹具结构,首先要能保证焊接工艺的实施。同时,车架的结构尺寸以及组成车架零件的制作工艺和制造精度,则是确定夹具定位方法、定位基准和夹紧机构方案的重要依据。除此之外,还应考虑经济上的因素,使夹具的制造、使用费用**底而取得的经济效益**大。由于上述各因素都不是孤立存在的,它们之间往往有联系又有制约,所以在确定夹具方案时要对上述各因素进行综合分析,只有通盘考虑,才能制定出**佳的设计方案。具体确定设计方案时,应联系以下几个方面进行考虑:⑴、车架的形状和尺寸是确定夹具设计方案、夹紧机构类型和结构形式的主要依据,并且直接影响其几何尺寸的大小;制造精度是选择定位器结构形式和定位器配置方案以及确定定位器本身制造精度和安装精度的主要依据。⑵、装焊工艺对夹具的要求。夹紧除定位、夹紧可靠外,还应便于装配和卸件。⑶、车架的班产量,福建机器人焊接承诺守信。我们在设计机器人焊接工装夹具时必须使夹具的结构方案与车架的产量相匹配。四、车架在夹具中的定位以及定位器与夹具体⑴,福建机器人焊接承诺守信、车架在夹具中的定位在设计焊接夹具时,福建机器人焊接承诺守信,首先应考虑车架零件在夹具上如何进行定位,为了降低焊接夹具的高度,降低夹具的制造难度。机器人焊接对应的公司。福建机器人焊接承诺守信
柔性制造系统(FMS)柔性制造系统(FlexibleManufacturingSystem缩写FMS)是指适用于多品种、中小批量生产的具有高柔性且自动化程度高的制造系统。柔性是FMS的比较大特点,即系统内部对外部环境的适应能力。FMS自其诞生以来就显示出强大的生命力,它克服了传统的刚性自动线只适用于大量生产的局限性,表现出了对多品种、中小批量生产制造自动化的适应能力。随着社会对产品多样化、控制造成本、短制造周期要求的日趋迫切,由于微电子技术、计算机技术、通信技术、机械与控制设备的进步,柔性制造技术发展迅猛并日臻成熟。实用表明,柔性制造技术具有如下特点:具有较高的柔性、机构性和通用性;转产快、准备时间短;备利用率高,可实现无人看管24h连续工作;加工质量高且稳定;所需费用低;相同产量占地面积是传统设备的60%。由此可见,正是由于柔性制造技术的这种高效、灵活的特性使其成为实施敏捷制造、并行工程、精益生产和智能制造系统的基础,且应用日益较广,已成为制造领域的主要的技术。而按规模大小FMS主要分为:柔性制造单元(FMC);柔性制造线(FML);柔性制造系统(FMS)。 浙江品质机器人焊接费用机器人焊接设备维修价格。
激光打标加工发展现状激光打标加工在国内的发展经历了很长时间的发展历程,激光打标设备的主要系统是打标控制系统,这控制系统也是经历前前后后好几个阶段,一开始是由大幅面时代,再是转镜时代,现在是到这振镜时代,这些不同的时代推时了激光打标现今的发展模式,半导体激光打标机、紫外激光打标机、光纤激光打标机的出现和快速发展对现今的激光打标提出了新的挑战。现在大都国外的激光打标加工方式可以分为三种形式。1、掩模式打标。以一个激光脉冲打一个完整或者几种符号的标记形式。2、阵列式打标。它以横匾向五列,竖向七列的点阵式进行打标。3、打描式打标。通过计算机事先控制打标的路径从而形成扫描运动形成标记。现今随着计算机技术的快速发展,激光打标加工技术在实际生产中更多与计算机技术上下结合,现在它的应用正在被国内各个企业所重视,它正以其强有力的优势取代传统的打标标记方法。
焊丝的黑龙江机器人焊接系统生产厂家品种随所焊金属种类的增加而增加。目前已有碳素结构钢、合金结构钢、高合金钢和各种有色金属焊丝以及堆焊用的特殊合金焊丝。焊丝直径的选择依用途而定。半自动埋弧焊用的焊丝较细,一般直径为1.6、2、2.4mm,以便能顺利地通过软管,并且使焊工在操作中不会因焊丝的刚度而感到困难。对操作人员和检查人员应进行专门的安全技术培训。带***架的焊接变位机是在焊接变位机的基础上加装焊***调节支架,固定焊炬位置。焊接滚轮架的支架的样式在一定程度上就会直接影响其滚轮的安装,在进行计算的过程中要计算脚轮的安装高度,焊接操作机通常与液压机或锻锤一起用于完成主要运动,例如进给、旋转、调整头部等。它还可以有效改善劳动条件,提高设备的生产率。它还可用于根据需要安装、出炉、与遥控器和主机协同工作的功能。我们在选择购买企业的时候,选择质量过硬的公司.具有很好的口碑,而且服务非常周到,在是使用的时候,它会给您一些宝贵的意见.遇到问题的时候,它会教您如何解决.这样我们购买的产品才会得到有有利的**.不然出现了质量问题我们会遇到投诉没有门道的现象。在选择焊接滚轮架的时候,我们一定要擦亮眼睛。全自动焊接机器人加工哪个好?
需将车架作适当旋转。例如,设计摩托车车架车头组焊夹具时,有两种旋转方式:①将车架立管旋转到与水平面垂直位置。②将车头部件整体旋转到与水平面平行位置。为了保证装配精度,应将焊接几何形状比较规则的边和面与定位器的面接触,并得到完全的覆盖。在夹具体上布置定位器时,应注意不防碍焊接和装卸作业的进行,同时要考虑焊接变形的影响。如果定位器对焊接变形有限制作用,则多做成拆卸或退让式的。操作式定位器应设置在便于操作的位置上。⑵、定位器对定位器的技术要求有耐磨度、刚度、制造精度和安装精度。在安装基面上的定位器主要承受焊接的重力,其与焊接的接触部位易磨损,要有足够的硬度。在导向基面上的定位器,常承受焊接件应焊接而产生的变形力,要有足够的强度和硬度。⑶、夹具体各种焊接变位机械上的工作台以及装焊车间里的各种固定式平台,就是通过的夹具体,在其台面上开有安装槽、孔,用来安放和固定各种定位器和夹紧机构。在批量生产中使用的**夹具,其夹具具体是根据焊接形状、尺寸、定位及夹紧要求、装配施焊工艺等专门设计的。对夹具体的要求是:①有足够的强度和刚度;②便于装配和焊接作业的实施;③能将装焊好的焊件方便的卸下。机器人焊接设备价格一般是多少?福建机器人焊接承诺守信
机器人自动焊接加工哪个更靠谱?福建机器人焊接承诺守信
激光打标加工具有很好的柔性:(1)激光器本身是一个比较简单而且易于控制的装置,如果把它产生的光束聚集成较细的光束,就可以切割;散焦一点就可以焊接;再散焦一点,就能进行热处理。(2)采用激光加工,不仅加工速度快,效率高,成本低,而且避免了模具或刀具更换,缩短了生产准备时间周期。易于实现连续加工,激光光束换位时间短,提高了生产效率。可进行多种工件交替安装。一个工件加工时,可卸下已完成的部件,并安装待加工工件,实现并行加工,减少安装时间,增加激光加工时间。(3)激光束采用直接驱动和导向方法。激光可作旋转、倾斜、上下左右移动等运动,能加工工件的垂直面和复杂表面;而且直接驱动没有空程,精度高。将激光的控制和机器人相结合,用机器人来移动或多轴线方式方式翻转光束下的零件,可加工一些用传统方法加工比较困难的零件。(4)采取多级快速反应的防撞措施,光束导向装置接触工件时,运动系统立即停机,使系统不被破坏,避免了昂贵的维护;碰撞后能快速而简单地恢复工作,减少了碰撞引起的停机时间,提高了激光系统的加工效率和可靠性。(5)激光头可自由运动,目前激光头已达5个运动轴,即使工件在加工时保持固定,仍可实现复杂工件的加工。 福建机器人焊接承诺守信
友情链接